












杰星金相,专注检测行业21年,从事金相磨抛机,金相切割机,金相镶嵌机,金刚石磨盘等物理检测设备及耗材的销售,为客户提供免费技术咨询、专题培训、全面解决方案等技术服务。
杰星服务客户:现代、大众、华域、博世、德尔福、麦格纳、伟世通、清华大学、蔚来汽车、富士康、夏普、三星、吉利汽车、联想、西门子、斯凯孚、舍弗勒、上海申和热磁等。


中标喜讯丨上海杰星中标达能实验室仪器项目...
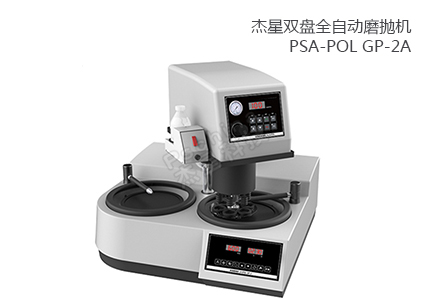
半自动金相磨抛机长稳运行,日常维护的几个关键点...
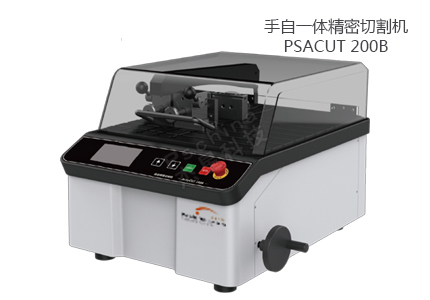
实验室金相制样刚需,一台靠谱的砂轮切割机能省多少事...
复杂形貌金属件包埋,Technovit 4000的高流动性优势...
现场检测制模难?泰克诺维3040印模树脂的实用方案...
金相切片无脱层,泰克诺维4000保障PCB样品制样稳定性...
 扫一扫联系我们!
扫一扫联系我们!
Copyright © 2017 - 2025上海杰星生物科技有限公司版权所有 沪ICP备12041727号-3  沪公网安备31011802005196号
沪公网安备31011802005196号


 电话
电话