金相切割机作为材料分析的关键设备,在长期使用中难免遇到各类故障。掌握科学的排查与维护方法,不仅能提升设备稳定性,还能延长使用寿命。以下整理了金相切割机常见故障及系统化解决方案,供从业者参考。
一、切割质量异常
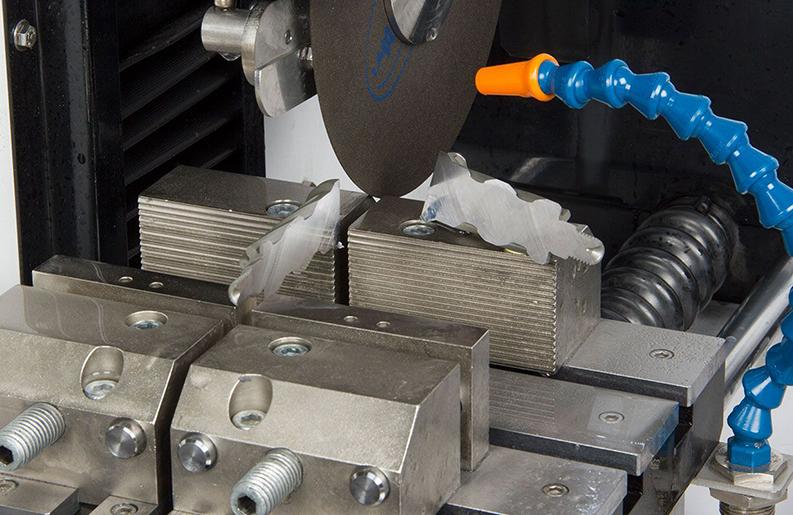
现象:切面不平整、毛刺多、烧伤变形
原因:切割片问题:磨损不均、硬度不匹配(如用树脂片切割高碳钢)。参数设置:转速过快导致摩擦生热,进给压力过大引发崩刃。冷却系统:流量不足或杂质堵塞喷嘴,散热效率下降。
解决方案:定期更换切割片,软材料(如铝、铜)选用树脂片,硬材料(如淬火钢)选用金刚石片。根据材料硬度调整转速(硬材料低速,软材料高速),采用渐进式进给压力。每月清理冷却液管路,确保流量覆盖切割区域。
二、设备运行异常
现象:切割片剧烈抖动、噪声尖锐
原因:机械安装:切割片未校准轴向垂直度,或主轴轴承缺油。电气故障:驱动器保险丝熔断,或电机接线松动。夹具松动:样品固定不稳导致切割受力不均。
解决方案:使用百分表校验切割片轴向跳动量(应≤0.1mm),定期润滑主轴轴承。检查驱动器电源指示灯,紧固电机接线,更换熔断的保险丝。选用专用夹具固定小尺寸样品,用水平仪校验工作台平整度。
三、启动与安全故障
现象:设备无法启动、急停按钮失效
原因:电源系统:供电线路破损、接地电阻超标。安全装置:防护门微动开关触发,或限位开关行程余量不足。控制系统:PLC程序错误,或传感器信号漂移。
解决方案:用万用表检测电源电压(220V±10%),确保接地电阻<4Ω。测试防护门开关灵敏度,调整砂轮罩限位开关行程。复位PLC程序,校准压力/温度传感器零点,避免保护性停机。
四、日常维护要点
清洁保养:每次使用后清理切割碎屑,冲洗切割室及操作台,防止锈蚀
润滑管理:每周为导轨、滚珠丝杠涂抹专用润滑脂,减少机械磨损
冷却液管理:根据使用频率,每月至半年彻底更换冷却液,避免杂质堆积
金相切割机的稳定运行依赖于“预防性维护+故障台账”机制。建议建立设备维护档案,记录每次故障现象、原因及处理方法,形成可追溯的数据库。若问题持续,应及时联系专业技术人员进行深度检修,避免私自拆解导致保修失效。
更多信息可咨询:13390834960
网址:www.pschina88.com








 扫一扫联系我们!
扫一扫联系我们!
Copyright © 2017 - 2025上海杰星生物科技有限公司版权所有 沪ICP备12041727号-3  沪公网安备31011802005196号
沪公网安备31011802005196号

 电话
电话